第1章 1.7 打錠
-
1.7.1 目的
錠剤とは薬品の粉末混合体を一定の形状に圧縮成形して単位製剤(錠剤)にしたものである。その単位製剤を圧縮成形する機械が錠剤機(または打錠機)であり、その錠剤機を使用して錠剤を製造する単位操作の工程が「打錠」である。
打錠工程は錠剤製造工程のほぼ最終段階に位置し、錠剤の質量や圧力を設定することによって、主薬の含有量や崩壊性を決定する非常に重要な工程である。そのためにも錠剤の質量や硬度の管理を十分に注視して行う必要がある。また錠剤に皮膜コーティングをすることにより、安定性の向上や溶出性のコントロールができる。
打錠工程は連続的な生産機械であり打錠圧力を連続的にAWC装置(Automatic Weight Control菊水製作所)にてオンラインでモニタリングして、錠剤質量と打錠圧力の相関関係により、錠剤質量を全数管理することができる。そしてその打錠圧力によって錠剤強度をも管理することができ、溶出性を担保する。またインライン自動サンプリングによって実錠剤の質量や硬度などを測定することが可能でありより堅固な工程管理となる。
錠剤機回転数の高速化も進み、打錠粉末顆粒次第では、シングル機でも50万錠/時以上の生産が可能になってきた。これからもコ・プロセス賦形剤などの出現により高速化をめざすことになる。
最近では前工程の造粒や混合工程が連続化されて錠剤の連続生産が可能になった。連続生産システムでは連続混合装置の後にNIRモニタリングユニットを付帯することにより、主薬含量のリアルタイムモニタリングと異常時の粉末排除を可能としている。また連続整列取り出し装置も開発されて、そのままの状態で錠剤の外観検査や異物検査することが可能になった。
海外では直打による錠剤の連続生産が増加している。今後は日本でもその連続生産が実現するであろう。
錠剤にする目的は、服用者側からみた利点と製造者側からみた利点がある。そして形状や構成を工夫することによっていろいろな機能性錠剤を作り出すことができる。
(1) 飲みやすい:いろいろな大きさや形状に成形でき、またフィルムコーティングや糖衣によって苦味や臭いをマスキングできる。
(2) 服用量が正確である:錠剤の個数や分割錠によって服用量をコントロールできる。
(3) 取り扱いしやすい:計量しやすく持ち運びにも便利である。
(4) 識別しやすい:いろいろな大きさや形状、刻印や印刷そして色つけによって識別が容易になる。
(5) 大量に生産でき製造コストを下げられる。
(6) 質量調節や制御が容易である。
(7) 安定した錠剤が供給できる:フィルムコーティングや糖衣によって錠剤を保護(劣化の抑制)する。
(8) 放出制御が可能である:フィルムコーティングや有核錠により放出制御を行う。
(9) 口腔内崩壊錠:口の中で溶ける錠剤(チュアブル錠)
(10)配合剤(合剤):複数の薬効からなる多層錠剤
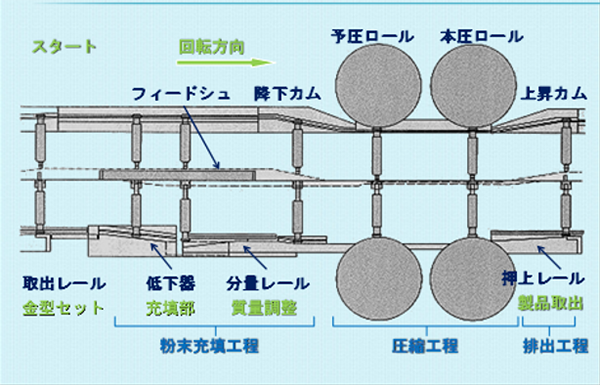
1.7.2 原理回転式錠剤機を例にとると、その打錠工程は主に「充填工程」「圧縮工程」「排出工程」の3つの工程に分けられる。「充填工程」は、顆粒を臼内へ充填する工程、「圧縮工程」は、充填された顆粒を臼内で上杵と下杵により圧縮する工程、そして「排出工程」は、その圧縮された錠剤を取り出す工程となる。
充填工程は、攪拌フィーダ内で臼内に充填された顆粒の質量を充填レールの高さ位置を上下させることによって質量を調節する工程であり含量均一性を担保する。圧縮工程は、予圧と本圧の上下ロールによって充填された顆粒を圧縮成形して錠剤をつくる工程であり、その打錠圧力が溶出性に影響する。そして排出工程は、押し上げレールと製品取出しダンパによって錠剤を機外へ排出する工程であり成形圧力によって不良錠剤を除去することができる。これらの連続した工程を表す中心展開図を図1.に示す。
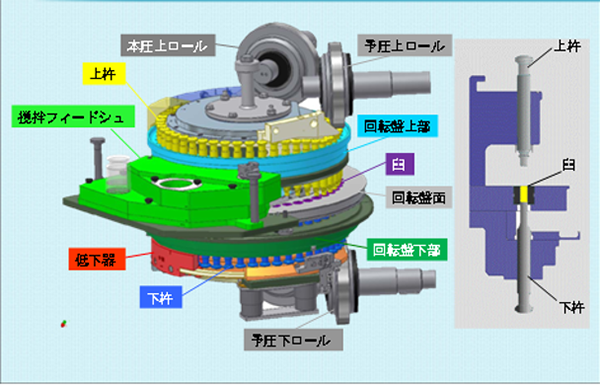
回転盤面上方から見ると、それぞれの工程は反時計方向に進みながら行われる。手前に充填部の攪拌フィーダを配置しその反対側に圧縮部の予圧ロールと本圧ロールを配置している。そして攪拌フィーダ左の排出部に製品取り出しダンパを配置し錠剤を排出する。錠剤機の打錠エリア立体図を図2.に示す。
1.7.3 装置の分類(1)基本的な機械形式による分類
① ロータリー式成形機(回転式錠剤機)
大型機、中型機、小型機、とあり研究開発から大量生産まで幅広くラインアップされている。
大型製品向けの強圧成形機もある。
② 単発式成形機(竪型成形機)
油圧プレス、エキセントリックプレスなどがあり医薬品関連ではおもに研究開発用に小型のものが使用されている。
③ 間欠式成形機(インデックス式成形機)
ステップ方式の成形機であり、各工程で回転が止まるため圧縮時間の延長やその他の工程(乾燥・取り出し)の付加が可能になる。
コンパクト成形機や湿潤錠成形機などがある。
(2)ロータリー式成形機(主に医薬品向け)の分類
① シングル機:一般的な錠剤機であり、回転盤一周に1工程組み込まれている。
② ダブル機:回転盤一周に2工程組み込まれている。
③ 多層錠剤機:二層・三層錠を生産
④ 有核錠剤機:二重錠を生産
⑤ リング錠剤機:リングトローチを生産
⑥ 遠心力充填錠剤機:遠心力で機械中心部から顆粒を充填する
⑦ その他
(3)機能別分類
① 水洗式錠剤機:水洗い可能
② 減圧錠剤機:減圧打錠可能
③ 回転盤脱着式錠剤機:回転盤交換可能
④ コンテインメント機:暴露対策、WIP(ウェットダウン)
1.7.4 運転パラメータ(1) 錠剤の品質特性
錠剤に必要な品質特性は薬効にかかわる含量の均一性、溶出性と安定性である。錠剤の含量均一性は錠剤個々の質量バラツキや顆粒の粒度別含量に影響を受け、溶出性は錠剤硬度や崩壊性に、そして安定性は錠剤硬度と水分量に影響を受けるので、それらの管理が重要である。
(2) 顆粒の打錠性
錠剤機を使用して錠剤を生産する場合、その顆粒の品質特性の違いによって打錠性が変わってくる。打錠性が良い顆粒とは流動性や圧縮性や滑沢性が良く、成形した時の溶出性が安定したものである。それゆえに顆粒の粒度分布や嵩密度や安息角そして水分量等を十分に把握して管理することが重要である。そのために打錠に適した滑沢剤や結合剤や崩壊剤そして賦形剤を選択する。
顆粒の造粒方法は主として流動層造粒法と攪拌造粒法と造粒賦形剤を用いた直打法があり、これら3つの造粒方法を各種錠剤のコストや生産性によって使い分ける。流動層造粒によって生産された顆粒は軽質で成形性も良く、打錠に一番適した顆粒であるといえる。攪拌造粒した顆粒は重質で流動性は良いが、流動層造粒した顆粒に比べると成形性が少し悪くなる。直打では主薬と賦形剤の分離が問題になるケースが多いので注意を要する。
(3) 錠剤品質に影響を与える工程
打錠工程の中で錠剤品質に影響を与える工程は、顆粒の充填部と圧縮部である。充填部の攪拌フィーダは質量のバラツキに影響を及ぼす重要な要素である。圧縮部では予圧ロールと本圧ロールが錠剤硬度に影響を及ぼす重要な要素となる。
なお、製品取り出し部においても、高速回転になればなるほど錠剤の欠けに注意が必要であり、また不良錠排除の確実性が重要ポイントとなる。
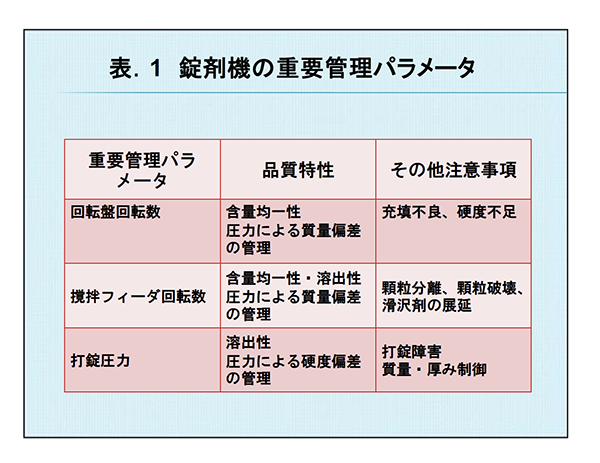
(4) 重要管理パラメータ
錠剤機を運転するにあたっての重要管理パラメータは回転盤回転数と攪拌フィーダ羽根回転数、そして打錠圧力である。回転数は充填時間や圧縮時間を変えるため、含量均一性や錠剤硬度に大きく影響し、またキャピングやスティッキングといった打錠障害の原因にもなる。攪拌フィーダ羽根回転数は含量均一性に影響を及ぼし、それにともなう顆粒破壊や顆粒分離にも注意が必要である。打錠圧力はそれを利用して質量制御や硬度制御をおこなうため、含量均一性や溶出性に影響を与える。またその圧力は打錠障害や金型破損の防止にも利用する。重要管理パラメータ表を表1.に示す。
なお、これらの重要管理パラメータは定期的なキャリブレーションが必要である。
更新日:2020年10月16日